
Nickel-based superalloys are widely used in aerospace, power generation, and chemical processing industries due to their excellent high-temperature strength, corrosion resistance, and durability. However, their high cost and the limited availability of nickel necessitate efficient recycling methods. Traditional recycling processes, such as pyrometallurgical and hydrometallurgical methods, are energy-intensive and often produce hazardous waste. To address these issues, a zero-waste recycling process that uses molten magnesium (Mg) as the extraction medium has been developed. This method effectively separates nickel (Ni) from superalloys while ensuring minimal waste generation, making it a sustainable alternative to conventional recycling techniques.
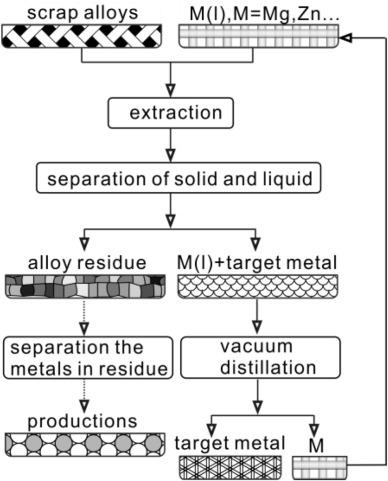
The first stage of the process involves using molten magnesium to extract nickel from the superalloy selectively. The extraction reaction occurs at a controlled temperature of 800°C, with a heating time of four hours and an optimal alloy-to-Mg mass ratio of 1:5. At this temperature, magnesium infiltrates the superalloy. It reacts with nickel, thereby dissolving nickel into the molten magnesium. The selective nature of this process is attributed to the thermodynamic properties of nickel and its higher solubility in liquid magnesium compared to other elements in the alloy.
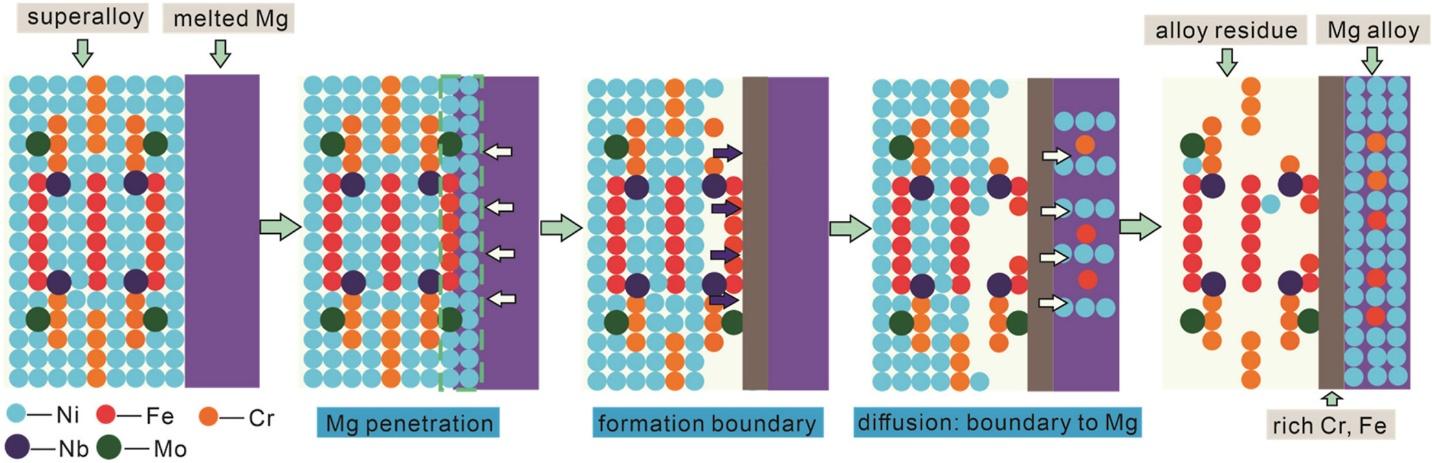
During extraction, a boundary layer rich in chromium (Cr) and iron (Fe) forms at the interface between the solid superalloy and molten magnesium. This layer acts as a diffusion barrier, restricting the dissolution of refractory metals such as niobium (Nb), molybdenum (Mo), and titanium (Ti). As a result, these elements remain in the alloy residue while nickel is efficiently transferred into the magnesium phase. The extraction efficiency under these conditions reaches 97.2% for nickel, while iron extraction is limited to 9.8%. The low extraction rates of chromium, niobium, molybdenum, and titanium further enhance the selectivity of this method, ensuring that the valuable refractory metals remain in the residue for potential recovery.
Following nickel extraction, the next step involves separating magnesium from nickel through vacuum distillation. This process exploits the substantial vapor pressure difference between magnesium and nickel. The magnesium-nickel alloy is heated to 900°C under a vacuum pressure of 100 Pa. Under these conditions, magnesium evaporates and is recovered with a purity of 99.99%, leaving behind a nickel-rich alloy residue.
The separation efficiency of vacuum distillation is determined by the relative vapor pressures of magnesium and nickel, as well as their activity coefficients in the alloy. The separation factor, calculated using the vapor pressure and activity coefficients of both elements, confirms that nickel remains in the residue while magnesium is fully recovered. This step not only produces high-purity nickel but also allows the complete recycling of magnesium, making the process both cost-effective and environmentally friendly.
Once vacuum distillation is complete, the remaining alloy residue is enriched with refractory metals, making it a valuable secondary resource. The nickel concentration in the residue is measured at 95.5%, while iron is present at 2.87%. The concentration of niobium increases from 3.95% in the original superalloy to 8.43% in the residue, while molybdenum content rises from 3.32% to 4.90%, and titanium from 0.001% to 1.36%. This enrichment allows for further processing to recover these valuable elements for reuse in industrial applications.
The microstructure of the residue, analyzed through scanning electron microscopy (SEM) and X-ray diffraction (XRD), reveals a porous structure with crevices and holes. This morphology enhances the efficiency of subsequent separation processes by increasing the surface area, thereby facilitating leaching or selective dissolution of residual metals. The presence of intermetallic compounds, such as Fe₇Nb₃ and Fe₅Nb₃, indicates that refractory metals are retained in stable phases, making them easier to isolate through mechanical or chemical methods.
Compared to traditional recycling methods, this magnesium-based extraction and vacuum distillation process offers significant environmental and economic benefits. The entire process is designed to be zero-waste, as it does not generate hazardous gases, liquid waste, or solid byproducts. The selective nature of magnesium extraction minimizes the need for additional refining steps, reducing overall energy consumption. Furthermore, because magnesium is fully recovered by vacuum distillation, the process eliminates the need for continuous replenishment of extraction materials, thereby reducing costs.
From an economic standpoint, the ability to recover high-purity nickel and refractory metals provides a sustainable supply of critical materials for industries that rely on superalloys. By reducing dependence on primary nickel mining, which is associated with high carbon emissions and environmental degradation, this process aligns with circular economy principles. Additionally, the modular nature of the extraction and distillation steps makes it adaptable for recycling other metal alloys, expanding its potential applications.
The zero-waste recycling of nickel-based superalloys using molten magnesium as an extraction medium presents a highly efficient and environmentally friendly alternative to conventional recycling methods. By optimizing temperature, time, and material ratios, the process achieves high nickel recovery rates while minimizing the extraction of unwanted elements. Vacuum distillation enables the complete separation and reuse of magnesium, while the alloy residue is enriched with valuable refractory metals for further recovery. This approach not only conserves critical resources but also reduces environmental impact, making it a promising solution for the sustainable recycling of high-performance alloys.